Hi Mark, we are so happy to hear you got 1.75mm success print! Also we would like to know what filament: ABS or PLA/PHA and what parameter settings did you used.
Thank you.
First of all, id like to thank @MeltInk for giving me the opportunity to test their 2.85mm filaments.
I received 3 colors for trial. Grey-PLA, White PLA/PHA & Black PLA/PHA. During measurements, very little deviation in filament diameters was noticed.

Grey PLA:
Printed on Lulzbot Mini:
215º print head temp / 40º Bed temp
I used my typical PLA settings and it went very good. It was very easy to load this filament and proceed with printing.
Id have to dial in my start points a little bit better as a small cavity is present over other filaments I have used. Not a big deal.
Bed adhesion on the PEI sheet was very good. The suggested temperature seemed to be very close for my printer which was great.
To compare with the PLA/PHA filaments below, when free extruding this Grey PLA to purge my extruder, cooled filament that came out of my .5mm nozzle was being measured at ~.5mm. More on this in the following 2 tests.

White PLA/PHA:
Printed on Lulzbot Mini:
230º print head temp / 65º Bed temp
During my typical free extrusion when loading a new filament I noticed the white PLA/PHA seemed to ‘puff’ out during extruding. I will typically run 40-50mm of the new filament through to ensure I push out all of the old filament. I tried numerous temperature changes but couldn’t get rid of this puffing. I have a .5mm nozzle and after the extruded filament cooled I was able to measure it at about 1.1mm. My guess is that this is a characteristic of PHA?
I decided on the above temperatures and went ahead with the print. I again used my PLA settings and the results weren’t that bad actually. I was expecting some issues due to this puffing. I did get slight issues with layer striations being more noticeable, the chin overhang was also a bit sloppy.
Bed adhesion with the White PLA/PHA was good. No issues.

Black PLA/PHA:
Printed on Lulzbot Mini:
230º print head temp / 65º Bed temp
I again tried free extruding 40-50mm and ran into the same puffing/swelling issue. I again ran through some other temperatures and extrusion speeds to see if I could remedy this but I was still measuring ~1mm once the extruded filament cooled.
I went ahead again with the print and the results were improved over the White PLA/PHA. Layer striations weren’t as bad and overhang quality improved for my first print with this filament.
Bed adhesion with the Black PLA/PHA was good. No issues.
Id like to thank MeltInk again for the opportunity. Filament sample packaging was very nice and the suggested temperature cards included were large, bold and very clear. A plus in my books.
I am wondering if anyone may have run into this same issue with the swelling/puffing. Is this typical of PHA?
p.s. MeltInk, if you have any further questions, feel free to contact me. Id like to see what can be suggested on the swelling/puffing issue before I make a final judgement on the White & Black.
2 Likes
The Ultimaker doesn’t feed the filament at all, but I’m guessing it has something to do with it being 1.75mm. But my understanding was that the new Ultimaker would take either without any adjustments. The Dremel
loades and extrudes the filament, but it’s just caking up on the nozzle.
Mark Simmons also had problems with 1.75mm filament on Ultimaker. You could read his comments and also ask him about it.
Sorry, could you remind me what filaments samples I sent you?
We want to thank you for your spent time testing our filaments and insight comments for each material. We apologized for the little deviation in filament diameter you noticed. In our manufacturing process variations between 2.82mm to 2.89mm are generally in an acceptable range. If you could let us know more details about. It’ll help us to improve our production. We are proud that you liked our Black PLA. I know PLA/PHA needs to tweak your printer extrusion temperatures to get the best results and it requires spent more time. Thanks again for your help.
No issues with the pre-extruded filament diameters, it all measured out fine  When I moved my extruder about 200mm off the build platform and free extrude some filament it came out of the .5mm nozzle and puffed out to about 1.1mm or so. It still printed alright I just hadn’t experienced that before. I will have to try an even wider range of temps
When I moved my extruder about 200mm off the build platform and free extrude some filament it came out of the .5mm nozzle and puffed out to about 1.1mm or so. It still printed alright I just hadn’t experienced that before. I will have to try an even wider range of temps
1 Like
(PLA/PHA) Layer: 0.2mm Infill: 15% Speed: 40mm/s Temp: 235°C
1 Like
I’m finally got an opportunity to start the trails. I’ll be reporting on the White PLA/PHA today in a list form.
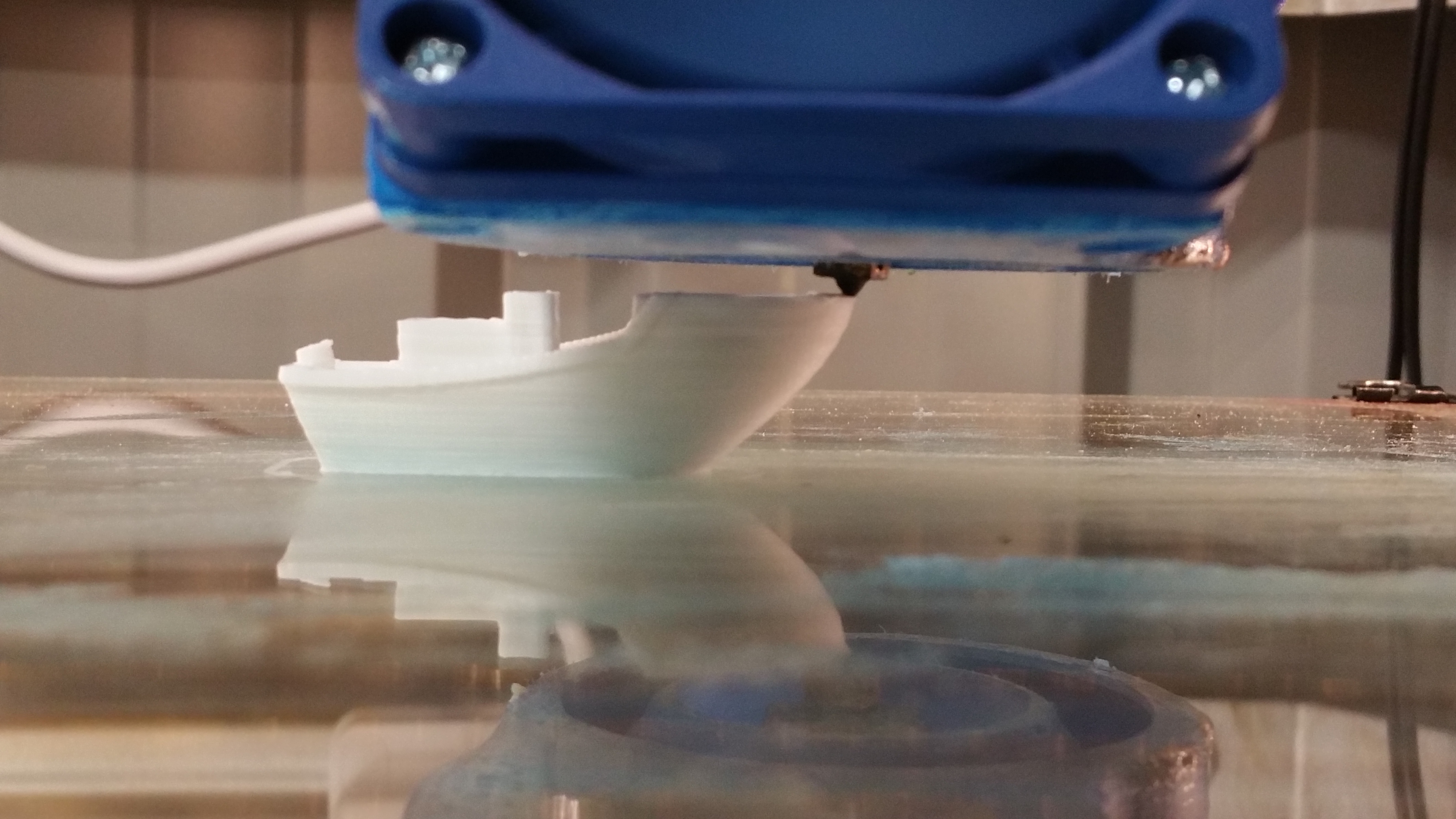
I have printed the 3DBenchy taking 2 hours to print using my custom built RepRap Adapto Priner which uses a E3D v6 Hotend and standard Arduino Mega/RAMPS controller.
1.) Filament Diameter: The measurements of random spots on the sample filament ranged from 1.68 to 1.75mm.
2.) Absorbing of Color: During the setup, I had to flush out some blue ABS from my hotend. I don’t recall having to extrude more than 50-75mm before the previous color was completely flushed on other filaments until I used this filament. After about 150mm of flushing the extrusion appeared to be clear of the blue ABS but as you may see in the images it would require much more flushing as there is blue tint about a third the way up 3DBenchy. Not sure if this is a result of using white in general.
3.) Expansion & Oozing: While flushing, I noticed the filament does puff up a bit after it exits the nozzle (expansion) similar to ABS. I though I would have similar issues to ABS but the print went smoothly right out of the gate. My nozzle was also oozing a bit more with this filament vs ABS. I would like to note however that I haven’t printed with PLA in a while so this may be the same as standard PLA filaments.
4.) Parameters: Nozzle size 0.4mm, Nozzle Temp 220c, Bed Temp 70c, Layer Height 0.2mm, Infill 25%, Retraction 1mm, Speed is set to 30mm/s with speed slowing down to 10mm/s if layer print time is lower than 30sec. Cooling On.
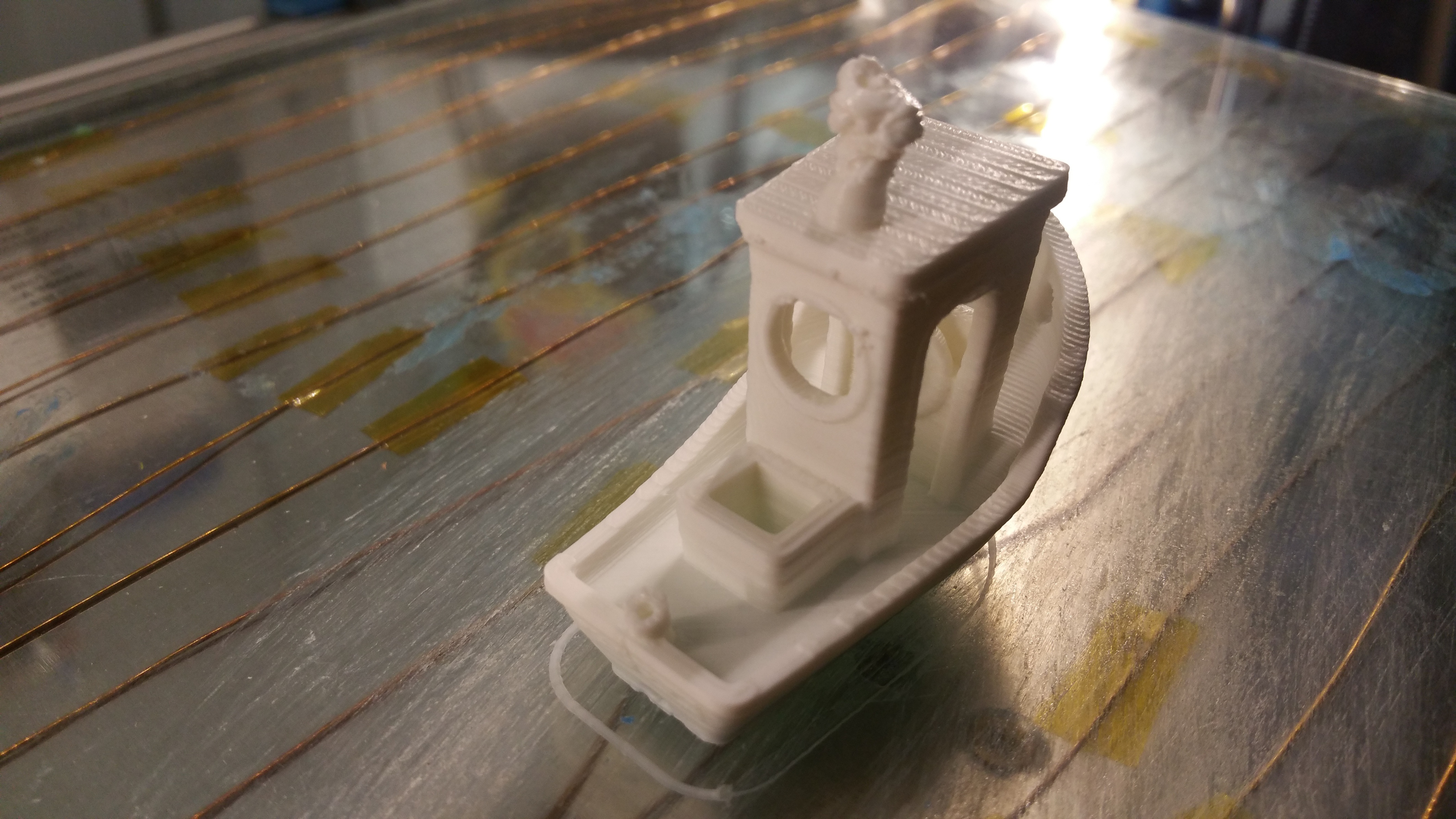
5.) Rubbery: I decided to leave all settings along for the whole print, including the stack at the top of the 3DBenchy, to see how the filament would perform. Any filament usually has a difficult time printing small diameter vertical objects quickly and this filament was no different. But what this allowed me to see is that the filament is very rubbery when it is too hot and was almost balling up as the stack was printing. Even with my cooling on, it would be a requirement to lower the temp during this time.
6.) Other observations:
- Strength: The PHA certainly does add strength to your prints. It took an unusual amount of force to break off the stack.
- Layer Adhesion: Even at the low end of the suggested hotend temp, I had excellent layer adhesion.
- Clean Print: Considering that the filament gets rubbery when it is too hot, the print did not leave any stringing during between moves.
- Bridging: As you will see in the image of the 3DBenchy roof, bridging performed flawlessly. Very pleased with that.



Overall I’m very happy how the filament performed. It didn’t require endless fiddling with parameters to make it print well. Pretty much was a go straight out of the gate. I would certainly recommend this MeltInk PLA/PHA filament.
I plan on posting shortly with my review on MeltInk Clear PLA.
2 Likes
Hi Neil, Thanks for your help and detailed report. I’m so glad you liked our PLA/PHA filament. We’ll be waiting your Clear PLA review.
My apologies for taking so long to report back on the MeltInk Clear PLA (1.75mm).
Working with the Clear PLA was for the most part what one would expect from PLA. It was easy to work with having a low extruding temperature, I ran these prints at 200c, and did not pose any curling issues.
Bed temperature was set to 50c, Layer Height was set to 0.2mm, using a 0.4mm Nozzle. Diameter of the filament was in tolerance all the way through the sample.
I decided to use the Clear PLA with an elegant looking model I found here, but then remembered that the agreement was to use a model from Pinshape, a natural request so I apologize for that as well, so I also printed a scaled down version of the ZYYX Vase.
The biggest thing I learned from testing this sample is that I really should have a nozzle dedicated for printing clear filaments (or be prepared to extrude 1 or 2 meters for a full nozzle flush). As this was my first clear filament I’ve used, I didn’t realized just how much contaminate gets left behind.
I had started with my usual 100mm purge extruding, realizing I’d need to clear it out more I extruded another 200mm. The discharge looked fairly clean at this point but once the print was a few layers in I can see contaminates on many layers still. It certainly didn’t help that I was using Black filament prior. This of course doesn’t reflex poor quality of the filament just my lack of experience and that is why I really appreciate this opportunity from MeltInk to trial these samples.
As expected, I wasn’t able to achieve a clear enough print to actually see through (like the actual filament was). If anyone has any ideas on how to improve on this I would love to hear your suggestions?




1 Like
Hi Neil, thanks for your feedback. Your prints are awesome! Clear is my favorite filament to print with since the prints look so elegant! Unfortunately the only way to get complete clear print is to run the filament at least 10 minutes before you could begin your print.
Hii gyu’s i am smith miller and i’m working for VAT return London
VAT return London
VAT return Services London
Thanks for sharing the information with us.
I can’t open this link . Does anyone have this problem?